























































Für Marken, bei denen ein Nahtversagen kein akzeptables Ergebnis ist, lohnt es sich, den Unterschied zwischen diesen beiden Situationen im Detail zu verstehen.
Der 27,12-MHz-Standard: Warum HF-Schweißen anders heizt
Der Hauptunterschied zwischen HF-Schweißen und herkömmlichem Thermobonden liegt nicht nur in der Effizienz, sondern auch in der Richtung, in der die Wärme durch das Material wandert.
Herkömmliche Methoden (Heißstäbe, Heizplatten, Heißluftpistolen) übertragen Energie auf die Materialoberfläche und nutzen die Wärmeleitung, um das Innere auf Klebetemperatur zu bringen. Bei dünnen Filmen funktioniert dies ausreichend. Bei den dicken, dichten TPU-Laminatstoffen, die in wasserdichter Premium-Ausrüstung verwendet werden, entsteht ein praktisches Problem: Um die innere Grenzfläche auf Schmelztemperatur zu bringen, ist eine ausreichende Verweilzeit an der Oberfläche erforderlich, um das Risiko einzugehen, dass die äußere Schicht zuerst anbrennt oder sich verformt. Der Bereich zwischen „nicht genug“ und „zu viel“ wird mit zunehmender Materialstärke kleiner.
Beim HF-Schweißen wird dies umgangen, indem Wärme aus dem Inneren des Materials erzeugt wird, anstatt sie nach innen zu leiten. Professionelle HF-Schweißgeräte arbeiten mit 27,12 MHz – dem ausgewiesenen ISM-Hochfrequenzband (Industrie, Wissenschaft und Medizin), das dieser Klasse von Industriegeräten zugewiesen ist. Bei dieser Frequenz führt das elektromagnetische Wechselfeld dazu, dass polare Moleküle im TPU bei jeder Schwingung versuchen, sich neu auszurichten: etwa 27 Millionen Mal pro Sekunde. Die dadurch erzeugte molekulare Reibung erzeugt gleichmäßig Wärme in der gesamten Schweißzone, an der Schnittstelle, an der die Verschmelzung erfolgen muss, ohne auf Wärmeleitung von der Oberfläche zum Inneren angewiesen zu sein.
Unter gleichzeitigem pneumatischem Druck erreicht das Material an der Verbindungsstelle die Schmelztemperatur und die Schichten verschmelzen auf molekularer Ebene. Sobald das Feld entfernt wird und das Material unter anhaltendem Druck abkühlt, ist die ursprüngliche Grenze zwischen den beiden Platten strukturell nicht mehr vorhanden – die Schweißzone ist zu einem einzigen zusammenhängenden Stück Material geworden. Bei zerstörenden Zugversuchen hält diese Zone typischerweise über den Versagenspunkt des umgebenden Grundgewebes hinaus. Dieses Ergebnis ist der praktische Maßstab für eine ordnungsgemäß ausgeführte HF-Schweißung.
Schweißen von hochfestem 840D-TPU: Eine geringere Fehlertoleranz
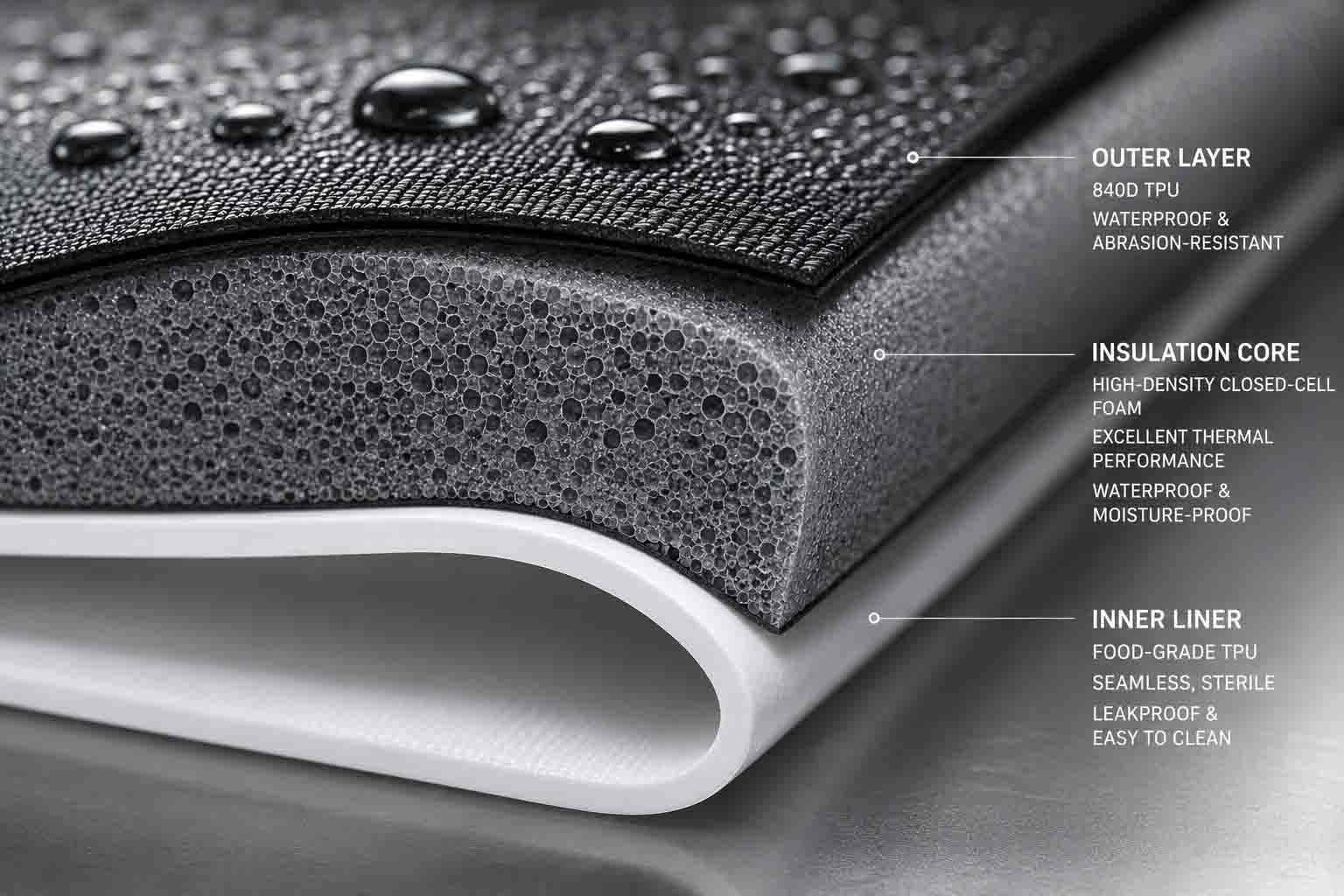
Das HF-Schweißen funktioniert mit einer Reihe kompatibler Thermoplaste – PVC, PET, EVA und verschiedenen PU-beschichteten Stoffen. Für anspruchsvolle Außenanwendungen, die dauerhafte Abriebfestigkeit und strukturelle Integrität unter Belastung erfordern, ist hochfestes 840-Denier-TPU das Benchmark-Material. Es stellt auch die höchsten Anforderungen an die Prozesskalibrierung dar.
Ein höherer Denier-Wert bedeutet mehr Materialmasse in der Schweißzone, was mehr elektromagnetische Energie erfordert, um sie auf Schmelztemperatur zu bringen. Die Schwierigkeit besteht darin, dass dies nicht einfach bedeutet, den Strom hochzudrehen. Das Betriebsfenster – der Bereich zwischen unzureichender Energie (unvollständige Verschmelzung, leckageanfällige Schweißnaht) und übermäßiger Energie (Materialverbrennung, beeinträchtigte wasserdichte Barriere) – wird mit zunehmendem Stoffgewicht kleiner. Eine Leistungseinstellung, die bei 420D-TPU einwandfrei funktioniert, kann bei 840D bei derselben Zykluszeit zu kalten Stellen führen, während eine für 840D kalibrierte Einstellung möglicherweise dünnere Materialien im selben Produkt verbrennt.
Um dies zu bewältigen, ist eine materialspezifische Kalibrierung erforderlich. Wenn 840D-TPU in eine Produktionslinie gelangt – sei es bei der Einführung eines neuen Produkts oder einer neuen Materialcharge desselben Lieferanten –, müssen die HF-Leistung, der Pressdruck und die Zykluszeit im Vergleich zu diesem spezifischen Material validiert werden: seinem Denier, dem TPU-Beschichtungsgewicht und der Formulierung. Diese Parameter gehören zu einer dokumentierten SOP, die zu Beginn jedes Produktionslaufs überprüft wird. Eine Einrichtung, die einheitliche Einstellungen für alle Stoffgewichte anwendet, erledigt diese Arbeit nicht, unabhängig davon, wie die Fähigkeit beschrieben wird.
Drei Prozessvariablen, die die Produktionskonsistenz bestimmen
Ein Prototyp, der den Drucktest besteht, stellt fest, dass die richtige Schweißnaht erreichbar ist. Eine konsistente Produktion erfordert die Kontrolle der Variablen, die bestimmen, ob sie über das gesamte Volumen hinweg wiederholbar ist.
Präzise Werkzeugwerkzeuge
Der Schweißstempel – die geformte Elektrode, die das Material berührt und die Schweißgeometrie definiert – wird aus Messing oder Aluminium auf die für das spezifische Nahtmuster erforderlichen Abmessungen gefertigt. Die Maßgenauigkeit ist bei diesem Werkzeug kein zweitrangiges Anliegen. Eine unebene Formoberfläche führt zu einer ungleichmäßigen Druckverteilung über die Schweißzone, was zu einer ungleichmäßigen inneren Erwärmung führt: kalte Stellen, an denen das Material nicht die volle Schmelztemperatur erreicht hat, und heiße Stellen, an denen es überhitzt wurde. Kalte Stellen werden zu Leckageorten. Heiße Stellen werden zu Bereichen mit Materialverdünnung, die die langfristige Nahtintegrität beeinträchtigen.
Der Werkzeugverschleiß hat den gleichen Einfluss auf das Produktionsvolumen. Kontaktflächen, die zu Beginn einer Produktionskampagne innerhalb der Toleranz lagen, weichen nach und nach aus der Toleranz aus. Verantwortungsbewusste HF-Schweißbetriebe überwachen den Zustand der Matrizen und ersetzen oder kalibrieren Werkzeuge, bevor Verschleiß die Schweißqualität beeinträchtigt – und nicht, nachdem QC-Tests erhöhte Ausfallraten zeigen.
Druckanwendung: Zwei Phasen, zwei unterschiedliche Funktionen
Der pneumatische Druck beim HF-Schweißen erfüllt während der aktiven Schweißphase und der darauffolgenden Abkühlphase unterschiedliche Funktionen, und beide sind wichtig.
Während der aktiven RF-Phase sorgt der Druck für einen engen Kontakt zwischen den Materialschichten an der Schweißschnittstelle und ermöglicht so eine molekulare Vermischung, wenn das TPU die Schmelztemperatur erreicht. Während der Abkühlphase nach der Entfernung der HF-Energie hält der Druck die verschmolzene Zone in Position, während sich die Polymerketten verfestigen. Durch das Nachlassen des Drucks, bevor die Schweißzone ausreichend abgekühlt ist, kann sich das noch weiche Material verformen. Dies führt zu einer schwächeren Bindung und Maßunregelmäßigkeiten an den Schweißzonenkanten, die bei der Verwendung zu Spannungskonzentrationspunkten werden.
Eine vorzeitige Druckentlastung gehört zu den häufigsten Prozessabkürzungen beim hochvolumigen HF-Schweißen, wo der Zykluszeitdruck einen betrieblichen Anreiz schafft, schnell mit dem nächsten Teil fortzufahren. Die resultierenden Schweißnähte bestehen häufig eine Sichtprüfung und anfängliche Niederdrucktests und zeigen dann unter anhaltender Belastung und wiederholten Biegewechseln im Feld erhöhte Ausfallraten.
Zyklus-Timing
Ein vollständiger HF-Schweißzyklus läuft in drei Phasen ab: Vorpressen (Druck wird vor der HF-Aktivierung ausgeübt, damit das Material richtig in der Matrize sitzt), aktives Schweißen (HF-Energie eingeschaltet, molekulare Erwärmung und Fusion erfolgt) und Abkühlung unter Druck (HF aus, Schweißzone verfestigt sich). Jede Phase hat eine optimale Dauer, die von der verwendeten Materialdicke, dem Beschichtungsgewicht und der verwendeten Düsengeometrie abhängt.
Diese Zeiten werden nicht zwischen den Materialien übertragen. Ein Zyklus, der für eine bestimmte TPU-Spezifikation entwickelt wurde, führt dazu, dass schwerere Stoffe zu wenig verschweißt werden und das Risiko besteht, dass leichtere Materialien, die an anderer Stelle im selben Produkt verwendet werden, zu stark verschweißt werden. Wenn sich Materialspezifikationen zwischen Produktionsläufen ändern – unterschiedliche Denierwerte, unterschiedliche Beschichtungsgewichte, unterschiedliche Lieferantenchargen –, erfordern die Zyklusparameter eine erneute Validierung und nicht die Annahme einer Kontinuität.
1,0-bar-Hydrostatdruckprüfung: Was sie tatsächlich bestätigt
Die visuelle Nahtprüfung identifiziert Mängel auf Oberflächenebene: sichtbare Brandflecken, offensichtliche Lücken in der Schweißnahtabdeckung, grobe Maßverzerrungen. Unterverschweißte Innenzonen, Mikrohohlräume an der Schweißnahtschnittstelle oder Kaltstellen, die unter Umgebungsbedingungen bestehen bleiben, sich aber unter Last öffnen, werden nicht identifiziert. Bei wasserdichten Produkten mit jeglichem Druckwertanspruch bezieht sich die Sichtprüfung auf den Boden und nicht auf die Decke.
Der hydrostatische Drucktest mit 1,0 Bar ist der Validierungsstandard für seriöse RF-geschweißte Outdoor-Produkte. Ein Bar entspricht dem hydrostatischen Druck einer 10-Meter-Wassersäule – deutlich über den Eintauchbedingungen, denen die meisten Outdoor-Produkte im Feldeinsatz ausgesetzt sind, und genau das macht ihn zu einem aussagekräftigen Produktionsqualifikationstest.

Der Ablauf: Fertige Produkte werden auf 1,0 Bar Innendruck aufgeblasen und entweder in Wasser getaucht oder für einen definierten Zeitraum unter Druck gehalten. Die bestandene Bedingung ist, dass an keiner Naht, Schweißzone oder Verschlussstelle Mikroblasen austreten. Eine einzelne Blase weist auf einen Leckpfad hin, der unabhängig von der Ablagerung Wasser im Feldeinsatz durchlässt. Auf dieser Teststufe gibt es kein akzeptables teilweises Bestehen.
Was der Test bestätigt, geht über die Frage hinaus, ob ein bestimmtes Gerät zum Zeitpunkt des Tests dem Druck standhält. Ein Produkt, das 1,0 Bar durchläuft, hat eine vollständige molekulare Verschmelzung in jeder Schweißzone, einen korrekten Matrizenkontakt über die gesamte Nahtgeometrie und eine ausreichende Kühlung vor der Druckentlastung bestätigt. Konsistente Erfolgsquoten über einen Produktionslauf hinweg sind ein Beweis für die Prozesskontrolle – und nicht für die Variation einzelner Einheiten, die zufällig einen positiven Trend aufwiesen.
Die Testhäufigkeit ist ebenso wichtig wie der Testschweregrad. Die Prüfung pro Einheit an kritischen Nahtprodukten bietet eine vollständige Produktionsabdeckung und erkennt einzelne Fehler vor der Auslieferung. Die Batch-Probenahme bietet statistische Sicherheit bei geringeren Kosten, lässt jedoch einzelne Fehler durch. Das geeignete Protokoll hängt von den nachgelagerten Kosten eines Feldausfalls einer einzelnen Einheit ab. Bei Produkten, bei denen ein Leck einen Garantieanspruch und eine potenzielle Markenbekanntheit auslöst, ist die Prüfung pro Einheit sinnvoll.
Bewertung der HF-Schweißfähigkeit: Die Fragen, die die Prozessreife unterscheiden
Die Verhinderung von Leckagen bei HF-geschweißten wasserdichten Produkten ist ein technisches Ergebnis und kein Herstellungsanspruch. Die Prozessvariablen sind bekannt, die Kontrollmethoden sind etabliert und das Testprotokoll, das das Ergebnis validiert, ist genau definiert. Ein Hersteller mit echten Kompetenzen in diesem Bereich wird seinen Betrieb mit diesen spezifischen Begriffen beschreiben.
Die Fragen, die es bei der Lieferantenbewertung zu stellen gilt, sind konkret:
Wie werden HF-Leistungseinstellungen und Zykluszeiten pro Materialspezifikation dokumentiert und was löst eine erneute Validierung aus, wenn sich Materialchargen ändern?
Wie wird der Zustand der Matrize überwacht und ab welchem Schwellenwert werden die Werkzeuge ausgetauscht?
Werden hydrostatische Tests pro Einheit oder in Chargenproben durchgeführt und bei welchem Druck?
Können sie Testaufzeichnungen über aktuelle Produktionsläufe vergleichbarer Produkte bereitstellen?
Das sind keine schwierigen Fragen für eine Einrichtung, die diese Variablen tatsächlich kontrolliert. Dies sind sehr schwierige Fragen für eine Einrichtung, die HF-Schweißgeräte ohne die dahinter stehende Prozessdisziplin betreibt. Die Antworten verraten Ihnen, in welcher Situation Sie sich befinden.